
How Thermal Oxidation Can Increase the Sustainability of a Chemical Plant
Installing new production processes or upgrading and expanding existing lines requires a review of the expected emissions. The right emission control system for Hazardous Air Pollutants (HAPs) and Volatile Organic Compounds (VOCs) can help efficiently and economically dispose of these environmentally hazardous wastes. Over the last 20 years, as emission limits have tightened and authorities have taken a more "holistic" plant-wide approach to air permits, the trend in the chemical processing industry has been to collect multiple waste streams plant wide for control in a single thermal oxidation system, despite the required additional source ducting and piping. This trend has been driven by an array of factors, including:
- Rising fossil fuel prices
- Tightening of emission limits for VOCs, HAPs, NOx, and CO
- Goals for the reduction of a plant’s carbon footprint
- Increasing cost for disposal of organic waste liquids
- Minimizing the number of control systems to be maintained and points of emission monitoring and testing
All of these are key for companies increasingly committed to energy-efficient, sustainable production. The benefits of a single, centralized thermal oxidation system can be best illustrated with a case study on the experience of a plant that recently added emission controls to many existing production processes.
Two types of thermal oxidizers are most frequently applied in the chemical processing industry: regenerative thermal oxidizers (RTOs) and direct fired thermal oxidizers (DFTOs), also known as afterburners. RTOs offer high thermal efficiency and very low fuel requirements for plants that generate dilute air streams contaminated with low concentrations of VOCs and HAPs. However, a DFTO is the best choice when:
- Production processes demand steam energy
- Required destruction efficiency is greater than 99.5 percent
- Highly caloric off gases with low oxygen must be handled
- High loading of halogenated or sulfurous compounds are expected (acid generators)
- Destruction of waste liquids is needed
Many excellent guides and articles address the selection process between different types of oxidizers. This paper focuses on the DFTO exclusively.
A company manufacturing organic intermediates for the pharmaceutical and fertilizer industry decided to install a direct fired thermal oxidizer system to handle all liquid and gaseous waste streams from their many small to mid-size process reactors and storage tank vents. The DFTO is designed to handle a wide range of wastes, including organic compounds containing halogens, sulfur, and nitrogen. The system consists of the required liquid pipe trains and storage tanks, process off gas pipe trains including explosion protection equipment, oxidation chamber, fire tube waste heat steam boiler, economizer, scrubber for acid gas removal, selective catalytic reduction (SCR) system for NOx removal, an induced draft system fan, and stack including emission monitoring system.
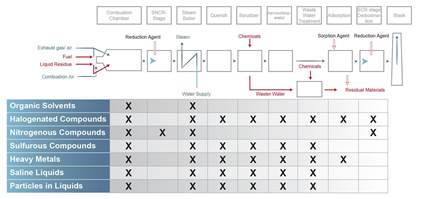 Components in a modular DFTO system can be selected based upon the waste stream contaminants.
Components in a modular DFTO system can be selected based upon the waste stream contaminants.
Waste Liquids and Off Gas Sources
The liquid wastes are accumulated from a number of sources across the plant and collected in a storage tank. The small storage tank was sized to accommodate the effluents from periodic tank cleaning processes. At this particular plant, all of the waste liquids are purely organic and have a consistent high caloric value, which allows them to be fired directly through the thermal oxidizer’s dual fuel burner system. After start-up, these systems can run entirely on the waste liquid fuel. Although not needed at this facility, a second system is sometimes used to collect liquid wastes with low or inconsistent caloric value or high water content. These wastes are atomized into the oxidation chamber adjacent to the burner through secondary injection lances.
In addition to the liquid wastes, a total of six process off gas streams are controlled by the thermal oxidizer system. Each off gas is handled by an independent control train and injected separately into the oxidation chamber. One stream is drawn from nitrogen-blanketed storage tanks using a blower, designed to handle potentially explosive gases, to maintain a slight negative pressure. The remaining streams come from process reactors under pressure and can be routed to the oxidation chamber without blowers. The volume of off gas and VOC caloric content of each stream is highly variable, especially for several batch reactors and for the storage tanks that vent the most VOC during filling operations. These large variations of flow and loading lead to the first major benefit of a single, centralized DFTO system.
During preliminary engineering of the emission controls, consideration was given to multiple, smaller DFTO systems installed local to each process gas source. This arrangement has the advantage of minimizing the cost of the off gas collection system duct work and keeping each process fully independent. However, as the off gas sources were analyzed, it was determined that each DFTO would need to be designed for the peak off gas volume and caloric content required for that source under start-up or upset conditions, resulting in large oxidizer size. Furthermore, the much lower "normal" off gas flow is then difficult to handle efficiently in the large oxidizer. Designing for this high turndown is especially challenging for the several batch reactor processes.
Bringing all of these off gas streams to a single, centralized DFTO makes it possible to design for the peak VOC loading on several, but not necessarily all, processes simultaneously. This reduces overall system size and capital cost, while improving turndown and DFTO efficiency under normal operation. The availability of the organic waste liquids to the centralized DFTO also has a stabilizing effect on operation as the storage tank allows injection of liquids to cease during periods of maximum off gas loading (while collection in the tank continues) and to resume providing supplemental heat during periods of low off gas loading.
The overall impact of the centralized DFTO is a significant reduction in natural gas (or other supplemental fuel) usage and thus the plant’s utility budget. By minimizing supplemental fuel usage, a corresponding reduction in the plant’s carbon footprint is achieved. Whether greenhouse gas (GHG) emission reductions are mandated, as they are in Europe, or whether they are voluntary, this is an increasingly important consideration for many companies.
Process Steam
Many chemical plants generate and use steam on site for various process and heating requirements. The flue gas from a DFTO oxidation chamber is a source of high-quality waste heat at 1,600 to 2,200 degrees F that is easily convertible to saturated or superheated steam to supplement the facility’s gas, oil, or coal-fired boilers and reduce their fossil fuel usage. To do this, the refractory lined oxidation chamber of the DFTO is simply transitioned to mate with the boiler inlet.
Numerous considerations affect the boiler design and selection, including:
- The desired steam pressure
- Requirement for superheated steam
- Presence of halogens or sulfur that generate acid gases
- The presence of silicon, phosphorous, metals, and other dust-forming compounds
In this case, the system includes a fire tube waste heat boiler to generate medium-pressure saturated steam, followed by a super-heater and an economizer for preheat of boiler feed water. High concentrations of hydrochloric and hydrobromic acid in the oxidizer flue gas result in a design that limits the heat recovery in the economizer to keep the outlet temperature above acid dew point under all operating scenarios. In addition, due to the distance from the facility’s main boiler house, the system included a boiler feed water tank with redundant pumps and a deaerator for returning condensate.
Once again, a single, centralized DFTO when compared to multiple local units is significantly more beneficial. To achieve the same steam production, the capital cost is much lower for a single waste heat boiler system with high utilization than for multiple boilers connected to localized DFTOs. Waste heat boilers for localized DFTOs must be designed and sized for the peak flow and heat load from each oxidizer but will normally operate at just a fraction of that design capacity. It is obvious that the boilers themselves are capital intensive, but a single centralized waste heat boiler also minimizes installation costs associated with piping for boiler feed water, steam supply, and blow down. The number of boiler start-up and shutdown cycles is reduced, increasing the longevity of the equipment and minimizing the time demands on boiler operators. The net effect is an improvement in the payback that justifies waste heat recovery as steam. By choosing to recover waste heat, the plant further reduced its overall fossil fuel consumption and carbon footprint.
Acid Scrubber
After exiting the economizer, the flue gas is directed to a quench and acid scrubber. The quench cools and saturates the flue gas stream with water spray nozzles and flooded walls. The quench discharges the flue gas and water into the base of a vertical flow, packed column scrubber where HCl, Cl2, HBr, Br2, HF, and SO2 are absorbed and neutralized with NaOH solution. The scrubber removes over 99 percent of these contaminants; however, taller columns and multiple stages can be used to achieve greater than 99.9 percent removal. Fifty percent NaOH is available as a utility at this facility and feeds a day-tank from which redundant pumps dose it into the recirculated scrubber wash water to control the pH.
The waste liquid and three of the six off gas streams currently contain halogens requiring scrubbing downstream of the oxidizer, with the vast majority coming from methylene chloride in the waste liquid. Prior to installation of the new DFTO system, these halogenated liquids were transferred to tanker trucks and disposed of off site at significant expense ($0.20 to $0.50 per gallon). As with the waste heat boiler, adding a scrubber to the single centralized DFTO system has a significant capital cost advantage over scrubbing on multiple smaller units.
Selective Catalytic Reduction of NOx
In recent years, regulatory authorities have focused more and more on reducing NOx emissions from combustion processes, and oxidizers are no exception. In the case of a boiler or process heater, the majority of NOx emissions form as "thermal NOx" from N2 in the flame front of gas- and oil-fired burners. In the case under study here, the vast majority of the expected NOx comes from the oxidation of amines and other VOCs containing nitrogen in the plant’s off gases and waste liquids. Several alternative approaches for NOx reduction were evaluated, including non-catalytic reduction in the oxidation chamber, before selective catalytic reduction (SCR) was chosen based on the high conversion efficiency required to meet the very low emission targets. SCR also offers the advantage that the catalyst used to reduce NOx also favors the destruction of trace dioxins and furans formed during the oxidation of chlorinated compounds.
Diagram of a Selective Catalytic Reduction (SCR) system for NOx control.
Because the flue gas exiting the scrubber is saturated and contains trace acids, the SCR system begins with a pre-heater module to raise the flue gas temperature above its dew point by mixing a small volume of hot air recirculated from downstream. This module is constructed in alloys resistant to chloride corrosion. The DFTO system’s redundant draft fans follow the pre-heater and are operated on variable frequency drives to maintain a pressure in the oxidation chamber slightly negative to atmosphere. The flue gas then enters a recuperative heat exchanger that recovers heat from the SCR outlet (the reduction process is exothermic) to bring the flue gas up to reduction temperature. Finally, an aqueous ammonia reducing agent is sprayed into the stream, metered precisely to match the measured incoming NOx, before the flue gas enters the catalyst beds, where greater than 95 percent of the NOx is converted to N2 and H2O. The flue gas then passes through the other side of the heat exchanger on its way to the system stack, where it exhausts to atmosphere at about 200 degrees F. Continuous emissions monitoring equipment in the stack, as required by the plant’s air permit, tracks exhaust concentrations of total hydrocarbon, hydrochloric acid, and NOx to confirm proper operation of the system.
The low NOx emission required for this system was another factor in the selection of a single, centralized DFTO system over multiple systems. The SCR system is capital intensive, including expensive precious metal catalyst, heat exchanger, and flue gas analyzers and strongly favored installing just one.
Conclusion
For this manufacturer of organic chemicals operating many smaller processes, a single centralized thermal oxidizer system was the most cost-effective path to expand production while meeting new emission controls requirements. The resulting DFTO system benefited the company by:
- Maximizing the destruction efficiency of VOCs and HAPs
- Reducing NOx emissions well below the permit limits
- Eliminating operating expenses for off site waste liquid disposal
- Reducing plant-wide fossil fuel demand by using the caloric value of their wastes to generate steam
- Minimizing maintenance costs by installing just one system
Taken all together, the plant's annual savings by reducing fossil fuel use in its boilers and by eliminating off site waste disposal costs actually exceed the operating costs of their new emission control system. Over its design life, the DFTO system provides a net payback to the plant, proving that "being green" does not have to come at the expense of the bottom line.
This article originally appeared in the April 2016 issue of Environmental Protection.
About the Author
Jon Hommes was an Engineer in the Clean Technology Systems business unit of Dürr Systems, Inc. in Southfield, Mich., for more than 19 years. He holds a B.S Ch.E. from the University of Michigan in Ann Arbor. For additional information, contact Dürr Systems at 248-450-2000, fax 734-459-5837, email CTSsales@durrusa.com, or www.durr-cleantechnology.com.