
The Case for Solvent Recycling (With Video)
Recycling, and to a greater extent tolling, decouples used solvent generators from the high cost and volatility of virgin solvent prices.
- By Paul DeVeau
- Apr 11, 2011
Solvent recycling has been available to manufacturers for more than 30 years and became a much more common practice after the enactment of the Resource Conservation and Recovery Act (RCRA) in 1976. Yet, some solvent generators have not investigated whether it makes sense for them to implement or expand a recycling program. With rising commodities prices ─ especially for petroleum-based products ─ the case for recycling becomes even more compelling. The fact that recycling is environmentally sustainable also should appeal to companies, but in spite of these incentives, most generators underutilize solvent recycling.
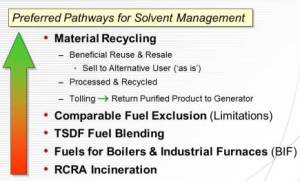
Not surprisingly, the U.S. Environmental Protection Agency supports solvent recycling and puts it at the top of its preferred uses list. The bottom four options consume the solvents and they are lost to future industrial processes.
Reuse, Recycling, Tolling
The most desirable approach from EPA’s standpoint is to directly reuse solvents “as is” without reprocessing. Often called "beneficial reuse," solvent waste is transferred directly from one industrial process for use in another. For instance, a metal processor with caustic soda as a manufacturing byproduct may be able to sell it to a wastewater treatment facility.
Next in the hierarchy is recycling. Used materials can be reprocessed through a distillation process, which removes water, colorants, or other impurities to create a "recycled" product that meets a marketable specification. For example, here is a comparison of virgin and recycled N-Methyl-2-Pyrrolidone.
N-Methyl-2-Pyrrolidone
|
Characteristic |
Virgin |
Recycled* |
|
Appearance |
Clear liquid |
Clean liquid, free of particulate matter |
|
Percent purity |
99.8 weight minimum |
99.0 weight minimum |
|
Moisture |
0.05 weight maximum |
0.50 weight maximum |
|
Color |
50 APHA maximum |
50 APHA maximum |
*Clean Harbors specification
Recycled product is sold under a contract or on the open market for use by other companies. The distillation process lowers product yield, so the solvent may occasionally have to be augmented with virgin material.
One approach to recycling, referred to as "tolling," takes spent solvent from a generator, purifies it to a precise specification, and then returns the same product to the generator for reuse. The tolled solvent receives its own distillation run because it is segregated from other wastes throughout the process. This closed-loop process ensures product integrity.
For example, we accept Tetrahydrofuran, which is used to synthesize active pharmaceutical ingredients. When it becomes contaminated with other solvents, it no longer acts as the carrier solvent. We can isolate this material and purify it for reuse in the process, allowing the client to avoid the cost of purchasing virgin material.
A number of solvents lend themselves to tolling and recycling.
Typical Solvents Recycled by Chemical Name and CAS #
Methylene Chloride 75-09-2
Tetrachloroethylene 127-18-4
Perchloroethylene 127-18-4
N-Methyl-2-Pyrrolidone 872-50-4
N-Propyl Bromide 106-94-5
Ethanol Solutions* 64-17-5
Methanol 67-56-1
Isopropyl Alcohol 67-63-0
Isopropyl Alcohol (High Water) 67-63-0
Toluene 108-88-3
Xylenes 1330-20-7
Tetrahydrofuran 109-99-0
Acetone 67-64-1
Methyl Ethyl Ketone 78-93-3
Ethyl Acetate 141-78-6
Petroleum Distillates 8052-41-3
Naptha 8032-32-4
Solvents typically are distilled in large batches that bring together materials from several generators. For this reason, the segregated tolling process is generally limited to use by large generators that produce enough of each spent solvent to economically justify a distillation run.
Smaller generators ─ companies that produce barrels rather than 5,000 to 10,000 gallons of solvent waste ─ must use other options. They can arrange with a processor to store the materials in a RCRA storage facility until enough of the material is on hand from several generators for efficient reprocessing.
For these companies, a variation on tolling is more practical. Smaller generators can exchange spent solvents for reprocessed solvents. In this way, they can reap most of the benefits of tolling and receive replacement materials on their own schedules.
The Economics of Recycling
Recycling, and to a greater extent tolling, decouples used solvent generators from the high cost and volatility of virgin solvent prices. This factor is especially important as the United States moves out of the recession and pricing pressures begin to emerge.
When tolling solvents, a generator typically negotiates a contract price with a reprocessor. The contract is based on the services rendered and is not affected by raw materials' spot prices. It is simply a service charge for the distillation process.
Recycle and exchange prices track virgin solvents pricing but generally are lower. With oil hovering around $125 a barrel as of this writing, the financial incentives for solvent recycling, especially for small generators, is compelling. See the table for a comparison of recent spot prices for a few solvents with recycled materials offered by my company, Clean Harbors.
Virgin vs. Recycled Cost Comparisons (per lb.)
|
Solvent |
Virgin |
Recovered |
|
M-Pyrol |
$1.75 |
$1.54 |
|
Acetone |
$0.55 |
$0.38 |
|
Isopropyl Alcohol |
$0.75 |
$0.58 |
|
Toluene |
$0.65 |
$0.48 |
|
Methylene Chloride |
$0.58 |
$0.42 |
|
Perchloroethylene |
$1.05 |
$0.82 |
Recycling and exchanges also are less volatile than the spot market. Prices for reprocessed materials are typically reset weekly, monthly, or even quarterly, so buyers can more easily budget and plan purchases. Although the cost of purchasing the solvents from the preprocessor may rise with commodity increases, the reprocessing company also will be paying the generator a higher price for the spent solvents. This minimizes the net cost of the exchange.
Chemical and commodity prices are available from “The Solvents Report,” located at www.chemicalintelligence.com/. This Chemical Intelligence service, available as a subscription, discusses spot and contract activity and pricing, and offers charts, market intelligence, and analyses of pricing trends.
Solvent recycling is worth a look. The short- and long-term prospects are more positive than they have been for a long time. Commodity prices are on the rise and likely to continue due to world events, the improving worldwide economy, and increased demand from developing nations. Environmental stewardship is becoming more important for virtually every generator and has become a corporate goal for many enlightened companies. Penalties and incentives from the U.S. Environmental Protection Agency and state regulators also encourage solvent reuse. Finally, there is a vibrant and growing recycling industry with companies ready to reprocess these solvents.
About the Author
Paul DeVeau is director of Recycling Services at Clean Harbors. He can be reached at 978.687.5063.