
Acid Mine Drainage
Battelle, Winner Global field test Value Extraction Process
- By Michael von Fahnestock, Ph.D.
- Sep 24, 2008
 When groundwater flows through underground coal mines, metals and sulfate often leach from pyrite-laced coal and bedrock and discharge into a surface water body, becoming acid mine drainage. This source of water pollution is a serious threat to downstream water quality and aquatic life.
When groundwater flows through underground coal mines, metals and sulfate often leach from pyrite-laced coal and bedrock and discharge into a surface water body, becoming acid mine drainage. This source of water pollution is a serious threat to downstream water quality and aquatic life.
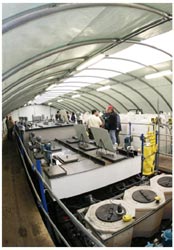
Over 15 months, Battelle scientists, including Courtney Johnson (pictured on the WWN home page), converted a liquid-liquid extraction process into a 30-gallon-per-minute demonstration plant located in St. Michael, Pa. (see plant interior, above).
In Pennsylvania alone, acid mine drainage has impaired more than 4,600 miles of waterways. The acid mine drainage discharging from a mine or coal tailing pile can range from 10 to more than 10,000 gallons per minute, and seasonal variations affect the flow rates and contaminant concentrations.
Battelle, in collaboration with Winner Global, LLC, has created the Acid Mine Drainage Value Extraction Process (AMD VEP) to purify acid mine drainage water and to recover the impurities as usable co-products. Battelle, based in Columbus, Ohio, is the world’s largest non-profit independent research and development organization. It explores emerging areas of science, develops and commercializes technology, and manages or co-manages laboratories for the U.S. Department of Energy and the U.S. Department of Homeland Security. Winner Global is a privately held technology company based in Sharon, Pa. Since 2003, it has been identifying emerging technologies and products that focus on homeland security, military defense, and environmental and energy markets.
The AMD VEP is being developed and demonstrated with funding from Winner Global, LLC, the Pennsylvania Department of Environmental Protection, and Battelle. Winner Global is launching a business based on the technology and has been fielding numerous inquiries from mining and environmental companies in Pennsylvania, West Virginia, and Ohio.
The AMD VEP team filed a comprehensive patent around flotation liquid-liquid extraction technology that emerged from this $3-million process development project. The intellectual property was derived from existing Battelle know-how in the area of liquid-liquid extraction of chromium from process water.
AMD VEP is an adaptation of a Battelle version of “liquid-liquid” extraction originally developed to remove chromium from plating shop process water. The method is used to separate compounds based on their relative solubilities in two different liquids – usually water and an organic solvent. After the polluted water is purified through the multi-staged AMD VEP, it can be discharged to a stream, reused as clean process water, or piped to a municipal drinking water plant for further treatment.
In 15 months, the Battelle team converted this concept into a 30-gallon-per-minute field unit. The team based the technology on inherent kinetic efficiencies and used chemical engineering principles to enable an economic process scalable from 30 to 5,000 gallons per minute. Converting metal and sulfate pollution to saleable products is an added benefit.
The acid mine drainage water laden with sulfate and iron feeds into the Water Purification Stages where it sequentially contacts, in a counter-current flow path, an extractant solution formulated to efficiently pull these ions from the aqueous phase into the extractant phase.
The Water Purification Stages are a set of four mixer-settler units, which are two-compartment tanks. In the first compartment, a mixer pulls the extractant and the water into a mixing chamber. The two fluids are intimately mixed with a residence time of 60 to 90 seconds. From the mixing chamber, the combined effluent flows into the settling chamber where the organic extractant phase disengages from the water phase. The extractant, now containing the iron and sulfate ions, overflows an exit weir in the settling chamber and separates cleanly from the water phase, which underflows the same weir and exits as a separate stream with proportionately less iron and sulfate.
The extractant then flows from the Water Purification Stages sequentially to the Metals Recovery and then the Sulfate Recovery Stages of the process. In these stages, the process sequentially recovers iron and sulfate as usable products. The Metals Recovery Stages are a set of two to three metal cation recovery tanks. The extractant flows counter-clockwise with an aqueous sulfuric acid solution to form an iron sulfate concentrate that is harvested for reuse. The sulfuric acid and extractant mix and separate in a similar manner to that in the mixer-settler tanks of the Extraction Section.
The Sulfate Recovery Stages remove sulfate from the extractant, which again flows through a series of mixer-settler tanks in a counter-current fashion. In Sulfate Recovery Stages, the extractant comes into contact with potassium carbonate, a basic aqueous solution, to produce a potassium sulfate concentrate. The extractant exits the last mixer-settler of the sulfate recovery section regenerated and ready to contact a new stream of acid mine drainage feed water in the Water Purification Stages. The potassium sulfate concentrate leaves the Sulfate Recovery Stages and collects in a potassium sulfate product tank until sold.
One major advantage of this technology is that it generates purified water that can meet drinking water standards for iron and sulfate, while converting the iron and sulfate into usable products, such as iron sulfate and potassium sulfate. As a result, the AMD VEP does not have a significant waste stream leaving the process.
This innovative method is the first cost-effective sulfate method to purify acid mine drainage from metals as well as sulfate without generating a residual waste sludge. The AMD VEP is projected to cost two to eight times less than alternative sulfate control routes such as biotreatment or reverse osmosis. The AMD VEP is poised to offer coal-producing states and mining companies an effective and affordable treatment for their most polluted acid mine drainage discharges, restoring miles of polluted streams and rivers. This revolutionary technology is expected to not only rejuvenate impaired environments but also to help restore regional economies and enable a greener and cleaner approach to mining coal.
About the Author
Michael von Fahnestock, Ph.D., chemical engineer and environmental scientist, has more than 21 years of experience in developing and evaluating recovery, remediation, and bioprocessing technologies. Since 1996, he has managed multi-million dollar R&D budgets focused on the development and implementation of novel environmental systems. In addition to his management of the AMD-VEP effort, he led a program on advanced enzyme technologies for the decontaminants for chemical and biological warfare agents. Von Fahnestock is currently on a one-year assignment with the U.S. Army.