Case Study: Aquatic Adopts RTO for Compliance and Power
- By Jim Stone
- August 04, 2010
Manufacturers of reinforced plastic composites must use maximum achievable control technology (MACT) to meet hazardous air pollutant emissions standards published by the U.S. Environmental Protection Agency.
MACT requires manufacturers of plastic composites to either install new controls or compromise formulations by reducing styrene levels. Styrene is used as an agent for spraying and as a cross-linking agent, giving plastics hardness and rigidity.
Styrene, a vital component of the fiberglass reinforcement technology, is released into the air during the manufacturing process. While health and environmental concerns have not been confirmed (styrene quickly breaks down in the atmosphere), EPA’s precautionary measures now require manufacturers to capture and control 95 percent of their styrene emissions.
To comply with the MACT standards, manufacturers can:
- ignore regulations and face fines and possible plant closures.
- reduce the amount of styrene used to create products.
- use lower emitting, less effective resins.
- invest in pollution control technologies to capture and eliminate styrene.
Aquatic, a reinforced plastics composite manufacturer, was formed this year through a merger of Lasco Bathware and Aquatic Whirlpools. The company is based in Anaheim, Calif., and serves distributors, builders, architects, designers and consumers through its facility network for manufacturing, distribution and support.
The new company has invested more than $20 million to make MACT-compliant capital improvements and renovate its U.S. plants.
For the project, the company engaged the Environmental & Energy Systems division of Dürr Systems, which installed an EcoPure Disc Concentrator System. The system includes a rotary concentrator with a rotary valve regenerative thermal oxidizer (RTO). The rotary concentrator, which features a proprietary material, prevents styrene from polymerizing on its surface. Dürr installed a very high efficiency filter upstream to remove particulate matter coming into the air stream. By using the concentrator system, the net cost increase was approximately $2 per unit, a significantly lower cost than other alternatives considered. Because Aquatic produces more than 1 million units per year, this represented a significant savings to the company.
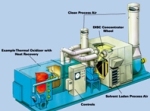
Click on image for larger version.
“Because of the fuel economy, we were able to increase airflow in the plants without increasing fuel consumption,” said Syd Pe, project manager at Aquatic. “We haven’t had much experience with these types of systems and felt that Dürr’s size and expertise afforded us the security we were looking for.”
"We wanted a five-year guarantee on the absorbent and that came with the contract,” Pe noted.
The company spent more than $2 million in each of its eight manufacturing plants, and these facilities now exceed clean air standards. By gathering styrene and burning it in a thermal oxidizer, Aquatic reduced styrene emissions by approximately 250,000 tons per year, and created a new energy source. The proejct allows the company to use the optimum formulation of styrene in its fiberglass reinforcement process, resulting in the greatest possible strength, durability and overall quality of its products.
According to Jason Valia, regional sales manager of Dürr Systems, the RTO system was designed to operate without consuming any natural gas. The concentrator removes styrene from the air stream and concentrates it over 10 times and then feeds it into the RTO for destruction. This provides enough energy to sustain the RTO operation.
“A competitor did propose a less efficient oxidizer ─ a recuperative system ─ but there was an extremely high fuel consumption for the unit. So short-term, ours wasn’t the absolute lowest cost, but long-term, ours definitely will be. Overall, the cost of ownership was much lower than the systems offered by other companies,” Valia said.
About the Author
Jim Stone, business development, Dürr Systems Inc.